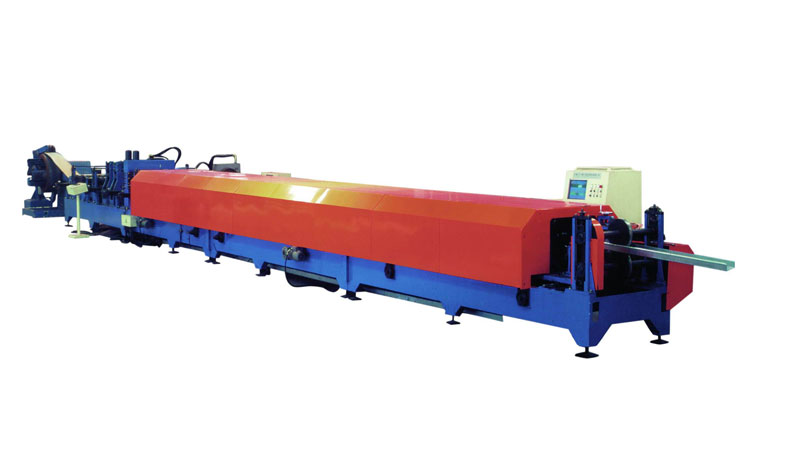
When the cold roll forming is finished, the cold roll forming machine will close the mechanical transmission system and at the same time activate the hydraulic system to retract the hydraulic cylinder. This operation of the china cold roll forming machine ensures the strength of the material, improves the quality of the supporting steel arch, greatly improves the work efficiency, and makes the operation simple and clear.
1. Strictly abide by the safety operation regulations of machine operators, and wear labor protection equipment as required.
2. The upper and lower molds should be cleaned before starting the machine.
3. Check whether there are any foreign objects on the material support, stopper, and slider. If there are foreign objects, they should be cleaned up.
4. Choose an appropriate die according to the thickness of the folded sheet. The size of the die is generally equal to or greater than 8 times the thickness of the sheet.
5. The roll forming force of the workpiece is obtained from its sheet data or the calculation formula of the roll forming force, and it should not be greater than 1000KN.
6. When roll forming narrow sheets, the working pressure of the system should be appropriately reduced to avoid damage to the mold.
7. When adjusting the slider stroke, ensure that the adjustment volume is less than 100 to avoid damage to the machine.
8. Before roll forming, the gap between the upper and lower molds should be adjusted uniformly.
9. When roll forming, don't put your hands in the mold room, and don't hold long and narrow materials with your hands. Only one piece of material is allowed to be roll formed at a time.
10. The roll forming sheet should be placed in the middle of the mold, and the machine should not be loaded on one side, so as not to affect the accuracy of the workpiece and the cold-formed steel machine. If some workpieces do need to work on one side, the load should not exceed 250KN, and both sides must be roll-formed at the same time.
11. Check the oil level of the oil tank, start the oil pump and check the hydraulic pipeline and oil pump for abnormalities.
12. Immediately stop the machine when an abnormality occurs, check the cause and eliminate it in time.